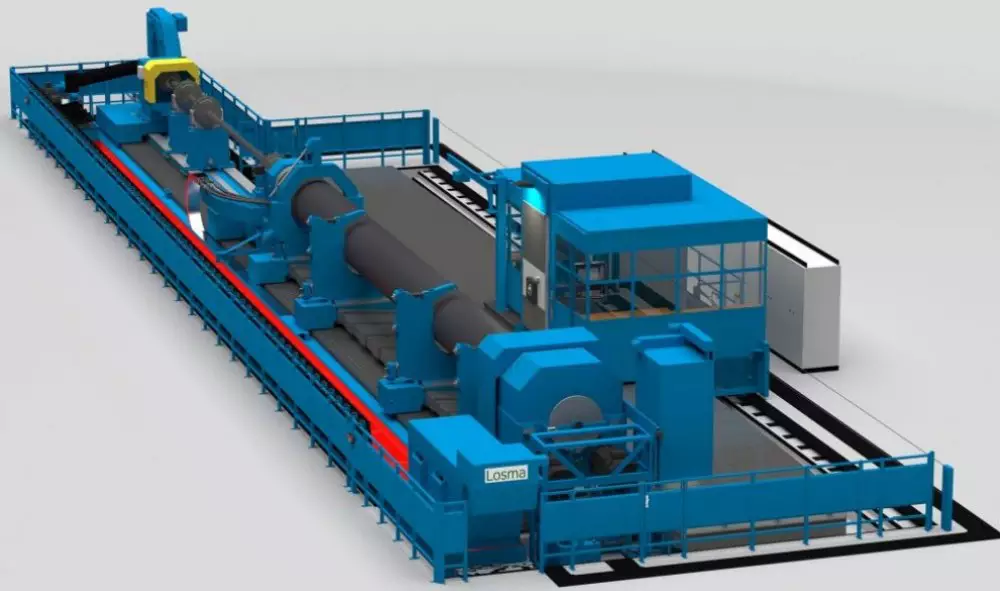
工作区的独特之处在于将两台机床连接在一起,即一台车床和一台钻床。
工作区的独特之处在于将两台机床连接在一起,即一台车床和一台钻床。机床的基本配置可以进行车削,铣削,钻孔和磨削操作。高精度的特性决定了该工作区可以对细长零件进行加工,尤其是来自造船和电力行业的细长零件。
这些操作是通过纵向和横向移动的铣刀塔进行的。塔架上装有一对带有Capto C8车床刀具支架的板式刀架。床头箱随铣轴在垂直方向移动。对于法兰端面的铣削操作和角度钻孔和铣削操作,IFVW122铣头可以沿垂直轴旋转自动安装到带有+/- 100 °主轴的主轴箱上。对于磨削操作,可以通过手动旋转磨盘将B11磨头连接到床头箱上,可以通过手动旋转磨头绕垂直轴在+/- 30 °范围内将其连接到床头箱上。两个磨头均放在头库上,可以自动抓取。有内冷和外冷。为了恰当地支撑工件,工作区内设计了两种型号的所需直径的支架-滚动设计。工作区内标配雷尼绍探头,以检查工件和刀具的对准情况。
通过相对简单的重建工作区,也可以在一次设置中进行BTA深孔操作,最大直径为500mm,钻孔长度为8m。旋转工件时,最多可钻16m。重建工作站的前提是卸下尾座顶部并替换成压力头,该压力头带有用于深孔钻操作的冷却剂。使用过的冷却液和排屑器通过钻杆内部排到整个工作站的收集车和冷却液收集箱中。
带有滚动装置设计的多功能型工作站旨在增强加工指定工件表面的能力并使其更顺利。该设备可以处理外部表面为圆柱或圆柱形状的工件,并且还可以向滚动径向法兰过度。滚动直径的范围为从250mm至1200mm,最大变形力为120 KN.
整个工作站由Sinumerik 840D SL系统控制。可以从位于操作员平台上的机床主要控制面板上控制,也可以从位于某个重要工作站的辅助面板上控制。还可以为用户提供在Siemens NX系统中为用户提供后处理器,包括加工模拟。还为整个工作站准备了机电模型,在该模型上可以测试PLC程序和整个设备。
| 技术参数 | |
| 最大回转直径 | 2500 mm |
| 最大车削长度 | 20000 mm |
| 最大工件重量 | 70t |
| BTA深孔钻 | |
| 最大钻孔直径 | 250 mm |
| 最大深孔钻直径 | 500 mm |
| 最大钻孔长度 | 8000 mm |
| 从两侧钻孔 | 16000 mm |
| 铣床头箱+铣头IFVW122: | |
| 最大功率 | 37 kW |
| 最大扭矩 | 2200 Nm |
| 最大主轴转速 | 2000 rpm |
| 装卡 | ISO 50 |
| 磨具B11 | |
| 功率 | 11 kW |
| 最大板径 | 450 mm |
| 最大板宽 | 40 mm |