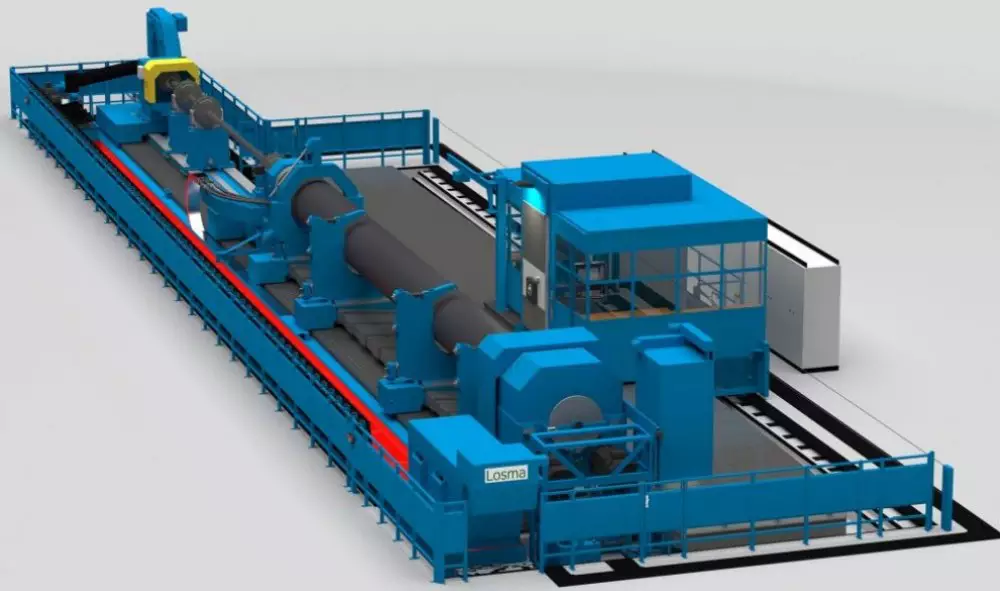
Unikátnost pracoviště spočívá ve spojení dvou strojů - soustruhu a hlubokovrtacího stroje do jednoho.
Unikátnost pracoviště spočívá ve spojení dvou strojů - soustruhu a hlubokovrtacího stroje do jednoho. Na stroji v jeho základním uspořádání lze provádět jak soustružnické tak i frézovací, vrtací a brousicí operace. Hlavní parametry stroje a vysoká přesnost předurčují toto pracoviště pro obrábění dlouhých štíhlých součástí především z lodního a energetického průmyslu.
Realizaci zmíněných operací zajišťuje podélně a příčně pojízdná frézovací věž. Stojan věže je osazen dvojicí lamelových suportů s držáky soustružnických nástrojů Capto C8. Po věži ve svislém směru pojíždí vřeteník s frézovacím vřetenem. Pro frézovací operace na čelech přírub nebo vrtací a frézovací operace pod úhlem lze na čelo vřeteníku automaticky připojit frézovací hlavu IFVW122 s kyvným uložením vřetena v rozsahu +/-100 ̊ kolem svislé osy. Pro brousicí operace lze na čelo vřeteníku připojit brousicí hlavu B11 s ručním natočením kotouče v rozsahu +/- 30 ̊kolem svislé osy. Obě hlavy jsou uloženy v pickupu, odkud jsou v automatickém režimu nabírány. Samozřejmostí je přívod chladicí kapaliny vnější tak i osou vřetena. Pro vhodné podepření obrobků je pracoviště doplněno dvěma typy opěr požadovaných rozsahů průměrů - ve valivém provedení. Pracoviště je standardně vybaveno sondami Renishaw na kontrolu ustavení obrobku i nástrojů.
Relativně jednoduchou přestavbou pracoviště lze na jedno upnutí obrobku provádět i operace hlubokého vrtání metodou BTA a to až do průměru vrtaného otvoru 500mm a délky 8m. Při otočení obrobku lze takto provrtat díl o délce až 16m. Přestavba pracoviště předpokládá sejmutí svršku koníku a jeho náhradu tlakovou hlavicí s přívodem chladicí kapaliny pro hlubokovrtací operace. Odvod použité chladicí kapaliny a třísek je realizován vnitřkem vrtací tyče do sběrného vozíku a sběrné nádrže chladicí kapaliny umístěné podél celého pracoviště.
Universálnost pracoviště podtrhuje válečkovací zařízení určené pro zpevnění nebo vyhlazení definovaných povrchů obráběné součásti. Zařízení zvládne tuto činnost na vnějších válcových i kuželových plochách a je připraveno i na válečkování rádiusových přechodů přírub. Unikátní je především rozsah válečkovaných průměrů – 250-1200mm a max. přetvářecí síla 120kN.
Řízení celého pracoviště zajišťuje řídicí systém Sinumerik 840D SL. Ovládání je možné z hlavního panelu stroje na plošině obsluhy nebo z pomocných panelů na důležitých uzlech pracoviště. Zákazníkovi lze nabídnout i postprocesor pracoviště v systému Siemens NX včetně možných simulací obrábění. Pro celé pracoviště je také zpracován mechatronický model (digitální dvojče), na kterém je testován PLC program a funkčnost celého zařízení.
| Hlavní parametry | |
| Max. oběžný průměr | 2500 mm |
| Max. točná délka | 20000 mm |
| Max. hmotnost obrobku | 70t |
| BTA hluboké vrtání | |
| Max. průměr vrtání do plna | 250 mm |
| Max. průměr hlubokého vrtání | 500 mm |
| Max. délka vrtaného otvoru | 8000 mm |
| Při vrtání z obou stran | 16000 mm |
| Frézovací vřeteník + hlava IFVW122: | |
| Max. výkon | 37 kW |
| Max. moment | 2200 Nm |
| Max. otáčky | 2000 rpm |
| Upínání | ISO 50 |
| Brousicí zařízení B11 | |
| Výkon | 11 kW |
| Max. pr. kotouče | 450 mm |
| Max. šířka kotouče | 40 mm |